

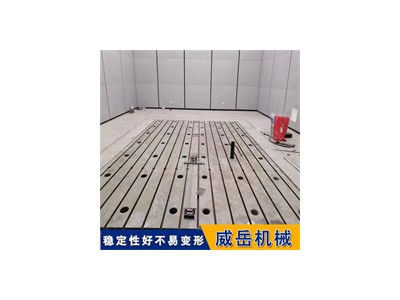


河北威岳机械有限公司提高市场竞争力开发新产品三维焊接平台,三维工装平台,三维柔性焊接平台,平台采用高牌号HT300灰铸铁,硬度HB190-HB200,设计合理使用操作简单。焊接平板的检验方法1、焊接平台工作面上不应有锈迹、划痕、碰伤及其他影响使用的外观缺陷。2、焊接平台工作面上不应有砂孔、气孔、裂纹、夹渣及缩松等铸造缺点。各铸造表面应清型砂,且表面平整、涂漆牢固,各税边应修钝。3、T型槽在平板的相对两侧面上,应有安装手柄或吊装位置的设置、螺纹孔或圆柱孔。设置吊装位置时应考虑尽量减少因吊装而引起的变形。4、焊接平台应经稳定性处理和去磁。5、焊接平台工作面与侧面以及相邻两侧面的垂直公差为12级(按GB1184—80《形状位置公差》规定)。6、焊接平台工作面的硬度应为HB170—220或187—255之间。 7、T型槽主要检定项目 A、材质及表面硬度。B、形状位置公差,含名义尺寸,垂直度公差。C、外观。D、平面度。E、接触斑。F、平面波动量。G、工作面允许挠度值。H、表面粗糙度。8、精度参数。3级平板未规定接触斑要求。1级平板要求接触斑数在任意25×25mm平面内不少于20点。2级平板要求接触斑数在任意25×25mm平面内不少于12点。焊接平台的铸件面板的厚度不易过薄,这是由两个原因造成的:1.焊接平台的使用方法,焊接平台顾名思义就是在平台的上面进行焊接工作,不可避免的要进行敲打,敲打的力度造成我们不能使用太薄的面板。2,焊接平台铸件铸造的方法:焊接平台铸件壁厚过薄,在生产铸件时会出现铸件浇不足和冷隔等缺陷。这是因为过薄的壁厚不能保证铸造合金液具有足够的能力充满铸型。通常在一定铸造条件下,每种铸造合金都存在一个能充满铸型的小壁厚,俗称为该铸造合金的小壁厚。设计铸件时,应使铸件的设计壁厚不小于小壁厚。这一小壁厚与铸造合金液的流动性以及铸件的轮廓尺寸有关。
1.三维代表三个方向一般夹具都是纵向和横向没有垂直方向。三维柔性焊接平台大面有二个方向,四周边可用作垂直方向的安装,从而达到立体组合。
2
孔系:这套夹具的主要特点就是从柔性焊接平台到附件都是标准孔没有传统的螺纹或T型槽平台,配合快速锁销就能使装配变得更快捷方便,定位更准确。
3
柔性:因为有上述功能整套装备可根据产品的变化而变化,一套夹具就可完成几个产品或几十个产品的需求,从而大大的快了产品的研发、试制的进程,节省大量的人力、物力和财力(环保和低碳产品)。
三维平台现货规格齐全,空位设计间距100mm,各种工装夹具齐全(支承腿,定位角尺,定位平尺,平面角尺,定位销,180度螺旋压紧器,90度螺旋压紧器,圆盘推拉快速夹具,快速锁紧销,U型方箱,L型方箱,C型方箱,角度器,磁性插销,带底座水平推式夹具,)http://www.chinaweiyue.com/咨询13231713280欢迎新老客户来人来电洽谈。
以上就是关于科技创新三维焊接平台表现在哪里?全部的内容,关注我们,带您了解更多相关内容。


