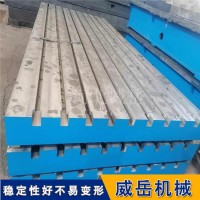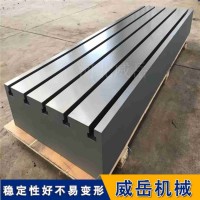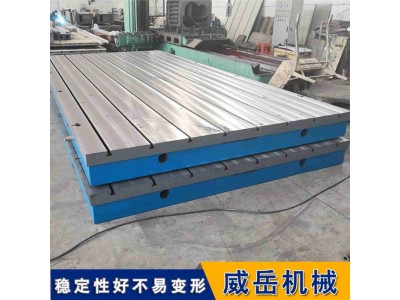





铸铁工作台的任务面采用刮研工艺,任务面上可加工V形、T形、U形槽、燕尾槽、圆孔、长孔等,用于机械、发起机的设备调试,具有较好的平面动摇性和韧性,外表带有T型槽,可以用来固定实验设备。在没有装置调试合格的铸铁工作台上任务是没有意义的任务,需要专业人员的装置调试铸铁工作台才可操作,不然会造成能够铸铸铁工作台的结构损伤,甚至会形成铸铁工作台变形,使之损坏,无法运用。
铸铁工作台的用途,铸铁工作台可以用于检验机械零件平面度,平行度,直线度等形位公差的测量基准,也可用于精度高零件的划线和测量,实验,铆焊,焊接,基础,工作台等,工作面采用刮研工艺,工作面可以。铸铁工作台材质高强度铸铁HT200—300,经过两次人工处理,人工退火600度—700度和自然时效2—3年。使用该铸铁工作台的精度稳定,耐磨性能好。
作为工件制造的铸铁工作台,是生产行业中必不可少的重要工业量具。就像在焊接领域中需要使用铸铁工作台一样,都承担着自己不同的角色。然而铸铁工作台的磨损很大,铸铁工作台进行修复成了人们关注的焦点问题。
铸铁工作台在正式调水平时是有很多技巧的,比如根据基座平台纵向水平的读数画出水平走向图,分析走向图,水平走向可分为三种情况。调整修复技巧一、水平走向一边倒,即直线上升或直线下降,遇上这种情况,就要取铸铁工作台水平读数中间的读数设为水平零点,其他处水平的水平均以此为基点来调水平。
调整修复技巧二水平走向有大高点和大低点,呈两分化,这种情况调水平时要首先把高点及高点周围调低,将低点及低点周围调高,而后再依据三种情况调水平,会有大的节省时间。调整修复技巧三就是好的调整状态,高低点均有,且均匀分布,在这种情况调整水平时,取一个高低点的中间值为基点使用二种情况调整水平,若高低点的差值不大的话,则可以起点为基点调整水平。
铸铁工作台刮研全过程中,一般都要经历粗刮、细刮、精刮3个阶段。粗刮阶段:粗刮的首要任务应先解决形位误差问题。粗刮刀迹要宽大、要大刀阔斧地进行。对每个点只刮一次不刮二次。刀迹方向是同方向顺次排列,每轮变换一次。经过反复循环不断刮研,黑点由少变稠密,由不均匀分布至均匀分布,当任意刮方达到4-6点时,表面粗糙度达到Ra2.5-Ra3.2时即告粗刮阶段中止。

联系人:销售部卫经理 15533753786
详询可登陆我们的官网:http://www.chinaweiyue.com/
以上就是关于铸铁工作台测量划线的基准工具全部的内容,关注我们,带您了解更多相关内容。