





焊接平台的维修流程是:我们选择三根平尺然后经过对研法刮好,拿其中一根来研磨需要维修的平台,如果精度差的多就需要刮毛刀大概在6-8厘米的长度,这样误差就会下去的快一些,刮研刀也是有学问的,不能重刀,不能有偏刀,刀跟刀之间也要挨近,这样才会下去得多;关键的还是精刮,这也是比较累的环节,刀花在1厘米以下,两只手需要抓紧刀,不能大意不然刀花就会长了,对点子的密度有影响。在此期间我们还会使用电子水平仪来测量精度,是我们维修的平台精度准确。检测精度也是电子水平仪的测量结果决定的。
 使用焊接平台的流程是选择泡塑珠粒-模型制作-模型组合成簇-模型涂层-振动造型-浇注置换-冷却清理。铸件生产工序多,影响因素多,质量控制难度大,特别是大型平台,无论从工装、造型工艺和熔炼方面都有很高的要求,各个细节都需要处理好。是铁液的质量对于平台铸件生产的成败很关键,除了达到材质的牌号要求外,铁液的温度、性能都对铸件有影响。生产实际中,应根据每个铸铁平台的结构特点编制相应的工艺。主要有细长形,模样设计出变形量,这种铸件的中间型腔砂芯通用性好,可以减少芯盒的数量;圆形平台铸件的中心孔大时,可将中心孔圆形砂型分成1/2或1/4,从而减小芯盒的尺寸。
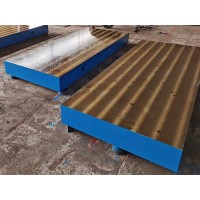
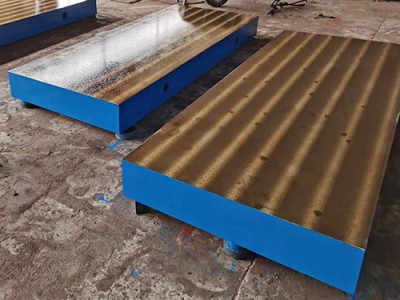
使用焊接平台的流程是选择泡塑珠粒-模型制作-模型组合成簇-模型涂层-振动造型-浇注置换-冷却清理。铸件生产工序多,影响因素多,质量控制难度大,特别是大型平台,无论从工装、造型工艺和熔炼方面都有很高的要求,各个细节都需要处理好。是铁液的质量对于平台铸件生产的成败很关键,除了达到材质的牌号要求外,铁液的温度、性能都对铸件有影响。生产实际中,应根据每个铸铁平台的结构特点编制相应的工艺。主要有细长形,模样设计出变形量,这种铸件的中间型腔砂芯通用性好,可以减少芯盒的数量;圆形平台铸件的中心孔大时,可将中心孔圆形砂型分成1/2或1/4,从而减小芯盒的尺寸。 维修铸铁焊接平台采用人工刮研的方法实施,刮研技术已经流传上,可以延续到现在,也是有相应的因素的。人工刮研的铸铁焊接平台精度不错,工作面,工件在上面不会有涩涩的感觉,移动工件便捷;刮研的铸铁焊接平台工作面美观,堪称艺术品;人工刮研的费用较低,可以减少产品的成本。人工刮研时一门体力活而且还比较脏,可是它的技术是现在的机械无法替代的。
铸铁焊接平台的技术要求:
一、铸铁焊接平台工作面不可以有严重影响外观和使用性能的砂孔、气孔、裂纹、夹渣、缩松、划痕、碰伤、绣点等缺陷。
二、铸铁焊接平台的铸造表面应清楚型砂且平整,涂漆。
三、精度等级为0级~3等级的平板工作面上,直径小于15mm的砂孔允许用相同材料堵塞,其硬度应小于周围材料的硬度。工作面堵塞的砂孔应不多于4个,且砂孔之间的距离应不小于80mm。
四、铸铁焊接平台应采用细密的灰口铸铁等材料制造,其工作面硬度应为170~220HB。
五、平板工作面通常采用刮削工艺。对采用刮削加工的3等级平板工作面,其表面粗糙度Ra大允许值为5μm。
六、平板应去磁和稳定性处理。
七、平板相对两个侧面上,应有安装手柄或吊环装置的螺纹孔(或圆柱孔),且装置位置的设计应尽量减少因搬运而引起的变形。
八、若平板工作面上设置螺纹孔(或沟槽),其部位应不高于工作面。
泊头市运昌机械制造有限公司【http://www.btycjxzz.com/】是一家大中小型铸铁平台平板、大理石平台生产厂家,主营:大理石方箱,大理石平台,焊接平台,铸铁平台,铸铁平板,三维柔性焊接平台,大理石焊接平台,大理石平台量具,铸铁平台平板量具,大理石方箱量具,大理石检测平台,三维焊接工装平台,机床铸件,铸铁量具,机床垫铁,铸铁地轨等,也可订制各种非标量具(需用户附图纸)。
大理石方箱http://www.btycjxzz.com/
大理石平台http://www.btycjxzz.com/
焊接平台http://www.btycjxzz.com/
铸铁平台http://www.btycjxzz.com/
铸铁平板http://www.btycjxzz.com/
原文链接:http://www.mzyin.com/chanpin/show-21222.html,转载和复制请保留此链接。
以上就是关于焊接平台材质「运昌机械」大理石方箱|铸铁平板平台制造@山西太原全部的内容,关注我们,带您了解更多相关内容。
以上就是关于焊接平台材质「运昌机械」大理石方箱|铸铁平板平台制造@山西太原全部的内容,关注我们,带您了解更多相关内容。