






热压罐成型工艺流程:
1、预浸料的剪裁:首先,我们需要根据碳纤维板材的长宽对预浸料进行裁剪,并且根据板材的厚度来确定所需的预浸料厚度;
2、预浸料的铺层: 铺层顺序的不同不仅会影响基体裂纹的起始载荷、扩展速率、断裂韧性,也将对基体裂纹的饱和和裂纹密度产生显著的影响;
3、预浸料的固化: 不同的温度以及受热时间都会对碳纤维板材的材料性能产生影响,在实际生产过程中,在满足制件后固化阶段保持尺寸稳定的前提下,应尽量缩短热压阶段的时间;4、板材的后加工: 碳纤维板在固化成型后,为了精度要求或装配需要,还要进行切削、钻孔等后加工。制作有很多方法但实验室热压罐厂家目前以预浸料铺层和RTM(树脂传递模塑成型)为主。预浸料铺层在国内用的已经比较成熟,该方法是直接将剪裁好的预浸料片层铺叠在模具上,再在材料上铺放辅助材料后送入热压罐(现阶段主要固化设备)固化成型。
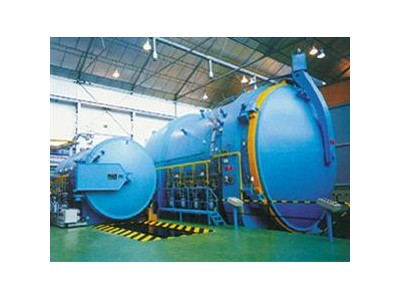
热压罐是东凤厂家供应的压力容器的一种。由于热压罐是一个压力容器,因此它常见的结构是一端封闭,另一端开门的圆柱体,为复合材料德件的压实和固化提供必要的热量和压力。通常情况下,航空航天复合材料制件的尺寸很大,因此热压罐须更加大。一些复合材料成型要求的压力和温度更加高,针对这种情况,需要建造特殊的热压罐,但成本会相当高。幸运的是大多数应用只要求中等的温度和压力。
更多热压罐详情浏览:http://www.btdongfeng.com/product/ryg.html
原文链接:http://www.mzyin.com/chanpin/show-21003.html,转载和复制请保留此链接。
以上就是关于热压罐成型工艺流程全部的内容,关注我们,带您了解更多相关内容。
以上就是关于热压罐成型工艺流程全部的内容,关注我们,带您了解更多相关内容。