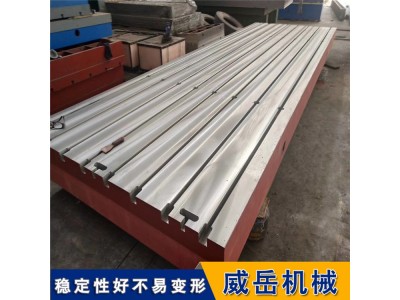


大型铸铁平台工作面硬度为HB170—240.检验平台按《铸铁平台》200标准设计、加工和生产精度等级按要求2级制作,工作面平面度公差不大于0.064mm,其表面粗糙度Ra允许值为5μm。要求大型铸铁平台面厚度30mm平台总高度200mm,侧围厚度、底面筋板的厚度、高度和密度按有关标准和载重要求设计。
大型铸铁平台砂型铸造中温度的控制和辅材的运用:由于热砂对整个大型铸铁平台砂型铸造过程的影响力还是大的,所以一定要通过正确的方式尽量避免问题的发生,一方面是要控制温度,一般保持在五十度左右可以了。如果温度高了的话,会减少铸造大型铸铁平台,但如果温度低了的话,又会干扰铸造的正常进行。
使用筑炉铸造大型铸铁平台的步伐:主要筑炉工具由马丁振动器(气动):工作气压0.6MPa以上,由于压缩空气系统压力不够,现使用一台增压泵,压力可0.8MPa,六齿捣固叉,圆型捣固头,月牙型捣固头,捣固工具连接铁管,热电偶、多点温度记录仪。
大型铸铁平台检定及使用时的辅助支撑位置应与设计时的图纸相同,这保证了大型铸铁平台支承的合理布局。使用过程中,要注意和大型铸铁平台的工作面有过激的碰撞,防止损坏大型铸铁平台的工作面,工件的重量不可以超过铆焊平台的额定载荷,否则会造成工低,还有可能损坏大型铸铁平台的结构,甚至会造成大型铸铁平台变形,使之损坏,无法使用。
大型铸铁平台制芯:未刷涂料砂芯的砂粒太粗或粒度分布不佳,与原砂粒度分布不均匀一样,对产生机械粘砂有影响。大型铸铁平台砂芯未舂实,与砂型未舂实的性质一样,对机械粘砂有重大影响。砂芯表面粗糙或多孔,会引起机械粘砂。熔融金属或金属氧化物浸润了这种粗糙的或多孔的表面后会渗入砂芯。砂芯在储存期间吸湿,对大型铸铁平台砂芯来说,水分过多为麻烦。因为砂芯水分过多不易察觉。有的大型铸铁平台砂芯看上去像是干的,但仍然很高。
大型铸铁平台筑炉前准备中频感应电炉的检查及调试炉子的机械系统、液压系统、电气系统、水冷系统,须在筑炉前调试完好衬冷态试验,信号设定好数值,排除炉子运行中可能出现的意外故障。模具准备模具制作严格按图纸要求验收,模具表面要打磨光滑,表面进行除锈处理。大型铸铁平台启熔准备工作准备启熔块:3~5t,小块干净的废钢、生铁、小块干净的回炉料。
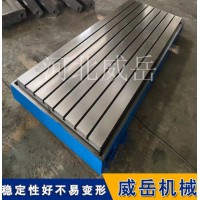
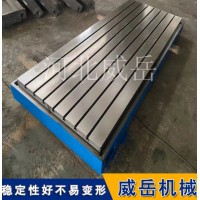
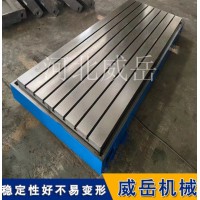
大型铸铁平台精度等级有0,1,2,3,级,制成筋板式和箱体式工作面有长方形,正方形或圆形。大型铸铁平台工作面采用刮削工艺,工作面上可加工V形,T形,U形槽和圆孔。另一方面是可以运用一些辅助材料,并对其进行的控制,以免出现一些不必要的麻烦而影响到整个砂型铸造的效果。同时不要忘了还有大型铸铁平台新砂的加入,也得好好把握,使其发挥出的作用。
威岳机械谢女士15350773479
原文链接:http://www.mzyin.com/caigou/show-10508.html,转载和复制请保留此链接。
以上就是关于大型铸铁平台/铸铁平台威岳厂家现货有售全部的内容,关注我们,带您了解更多相关内容。
以上就是关于大型铸铁平台/铸铁平台威岳厂家现货有售全部的内容,关注我们,带您了解更多相关内容。